The standard 48×40 GMA pallet was designed in the 1970s for grocery distribution. It wasn't engineered for clean-room pharmaceutical staging, beverage production lines, or food-contact environments with FDA oversight.
This article covers what procurement and quality teams in pharma and food & beverage actually need to know: FSMA and GMP compliance requirements, how to choose between wood and plastic, custom design specs by application, when crates make more sense than pallets, and what to look for in a supply partner.
Key Takeaways
- FSMA classifies pallets as transportation equipment, requiring them to be cleanable, sanitary, and free of contamination risks
- ISPM-15 heat treatment addresses pest control for exports — it does not confirm food-grade status or product sterility
- New wood pallets are preferred for pharma outbound; plastic pallets suit clean-room and washdown environments
- Custom sizing directly impacts trailer cube efficiency — one case study found savings of $497,500 annually at a single DC
- Recycled or pooled pallets carry unknown contamination histories that cannot be fully certified for regulated applications
When Standard Pallets Fall Short in Regulated Supply Chains
Generic pallets create specific, documented problems in pharma and food & beverage settings. These aren't hypothetical risks — they show up in audit findings and recall notices.
Common failure modes with standard pallets:
- Overhang and instability when load footprints don't match 48×40 dimensions
- Wrong fork-entry clearances for narrow-aisle or automated guided vehicle (AGV) equipment
- Inability to be sanitized — critical in any GMP or FSMA-regulated environment
- Unknown contamination history from recycled or pooled pallets
That last point carries the most documented risk. FDA-posted McNeil documents link TBA (tribromoanisole) odor contamination directly to chemically treated wood pallets, contributing to a January 2010 recall.
By August 2012, Pharmaceutical Technology reported 20 documented recalls from eight companies tied to TBA/TCA taints, with pallets identified as the contamination vector in each case.
Four Triggers for a Custom Pallet Requirement
Most regulated-industry buyers require custom pallets when one of four situations arises:
- Non-standard load footprints — pharmaceutical totes, beverage kegs, or drum goods that overhang or underlap a 48×40
- Automation clearance specs — conveyor systems, AS/RS equipment, or AGVs with specific fork-entry and deck-height requirements
- Regulatory mandates — new-only or hygienic material requirements driven by GMP or FSMA sanitary transport obligations
- Export compliance plus food safety — ISPM-15 requirements that must be met alongside contamination-history documentation
The compounding risk is real in both directions. In pharmaceutical manufacturing, an unqualified pallet can compromise a GMP audit. In food and beverage, it can trigger an FSMA sanitary transport violation. Either outcome points back to the same need: a pallet specified for the application, not borrowed from a generic pool.

Compliance Standards That Drive Custom Pallet Requirements
What FSMA Actually Requires
21 CFR 1.906 requires vehicles and transportation equipment — including pallets — to be suitable, adequately cleanable, and maintained in sanitary condition. Equipment must also be stored to prevent pest harborage or contamination.
Practically, this means pallets used in food transport must be:
- Free of mold, chemical residue, and structural damage
- Cleanable for their intended use
- Stored in a manner that doesn't introduce contamination
Note: FSMA doesn't define pallets as "tertiary packaging." It defines them as transportation equipment — a distinction that affects how compliance obligations apply.
The ISPM-15 Misconception
Many buyers assume heat treatment confers food-grade or pharmaceutical-grade status. It doesn't.
ISPM-15 requires heat treatment to 56°C at the core for at least 30 continuous minutes and is specifically a phytosanitary measure — it eliminates invasive pests and organisms for international export compliance. As NWPCA/WoodpackGlobal guidance makes clear, ISPM-15 addresses pest control, not mold, chemical taints, or cleanliness for food or pharmaceutical use.
Export compliance and sanitation compliance are governed by entirely different regulatory frameworks — satisfying one does not satisfy the other.
GMP Requirements for Pharma Pallet Use
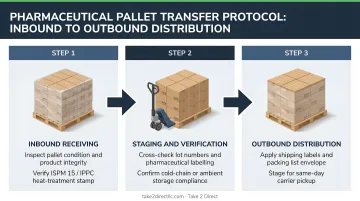
Where ISPM-15 ends, GMP requirements begin. 21 CFR Part 211 requires that materials entering pharmaceutical manufacturing environments do not introduce contamination. Most pharma facilities follow a three-step transfer protocol:
- Inbound raw materials arrive on new wood pallets
- Goods transfer to sanitizable plastic pallets at facility entry
- Finished products leave on custom new wood pallets for outbound distribution
Pfizer's published pallet requirements confirm this approach. Shipments to Pfizer facilities must use either new one-way plastic pallets or new wood pallets. For wood, ISPM-15 compliance and heat treatment — not methyl bromide — are both mandatory.
New vs. Recycled: Why It Matters
Recycled and pooled pallets carry contamination histories that cannot be fully certified. Previous chemical exposure, moisture absorption, pest contact — none of these can be reliably documented after the fact. For pharmaceutical applications, new pallets are required by most quality assurance protocols.
Certifications to verify with any supplier:
- ISPM-15 compliance with IPPC stamp for export
- NWPCA standards for wood quality
- FDA-compliant materials for plastic pallets in food environments
- Grade A new-wood documentation for pharma applications
Material Selection: Wood vs. Plastic for Regulated Industries
When New Wood Is the Right Choice
New wood pallets remain the preferred choice for most outbound pharmaceutical shipment and packaged food transport. They're cost-effective, widely available, and — when properly specified — safe for regulated applications.
Key wood pallet requirements for regulated use:
- Grade A new hardwood or softwood only — not recycled or combo pallets
- Kiln-dried lumber targeting moisture content at or below 19-20% to minimize mold risk
- Heat-treated (HT) and ISPM-15 marked for any export application
- No prior chemical exposure history
One caveat on heat treatment and moisture: heat treatment alone can temporarily increase surface moisture. Kiln-dried-and-heat-treated (KD-HT) pallets reduce average moisture content to 15-19%, making them the better spec for mold-sensitive applications.
When Plastic Is the Right Choice
Plastic pallets make sense in specific, defined scenarios:
| Scenario | Why Plastic Wins |
|---|---|
| Wet/washdown facilities (dairy, meat, beverage) | Non-porous; handles steam and chemical sanitization |
| Pharmaceutical clean-room areas | Can be sanitized to GMP standard repeatedly |
| Closed-loop distribution systems | Return logistics are controlled; lifecycle cost works |
HDPE (high-density polyethylene) performs well in cold and freezer environments. Polypropylene (PP) offers greater stiffness and heat tolerance. Both resist most cleaning chemicals and are non-porous, eliminating the moisture and contamination risks that make wood unsuitable in these environments.
The tradeoff is cost. Plastic pallets carry roughly 3× the upfront cost of wood and require custom tooling for non-standard dimensions, with injection mold build times running 8–20+ weeks. That math only works in closed-loop systems where pallets are recovered, cleaned, and reused across 250+ cycles.
The Hybrid Workflow
Because neither material works everywhere, many pharmaceutical manufacturers use both — by design:
- Inbound: Raw materials arrive on new wood pallets
- In-process: Transfer to plastic pallets at facility entry for GMP compliance
- Outbound: Finished goods ship on custom new wood pallets for distribution

Plastic pallets stay inside the controlled environment where return logistics are managed. Wood handles the open distribution network where pallet recovery isn't guaranteed — keeping sanitation standards intact without inflating per-shipment costs.
Custom Design Specifications by Application
Pharmaceutical Applications
Custom pharmaceutical pallets typically require several non-standard features that generic suppliers can't accommodate:
- Flush-deck designs that prevent product from catching or tipping on conveyor systems
- Solid-deck plywood construction that stops small items (vials, blister packs) from falling through gaps
- Specific fork-entry dimensions matched to AGV or narrow-aisle equipment OEM specs — there is no universal pharma standard, so dimensions must come from the facility or equipment manufacturer
- Smooth, splinter-resistant surfaces that won't snag packaging materials
Many pharmaceutical facilities include exact board width, thickness, and fastener type in their pallet qualification specs. A supplier that can't work to these specs won't work for regulated environments.
For bulk pharmaceutical materials, reinforced 48×48 or 44×44 configurations are designed to hold four 55-gallon drums or IBC totes — with centered load-bearing points and block construction to handle concentrated weight.
Food & Beverage Applications
Food and beverage operations deal with a wider range of pallet sizes driven by production-line equipment and product format:
- 36×36 for beverage production lines and single-serve case goods
- 48×48 for bulk liquid containers and drum goods
- Custom narrow-profile for bakery rack systems
Specifying Grade A new wood with no chemical exposure history is the baseline requirement. For humid production environments, kiln-dried lumber reduces residual moisture and mold risk.
Those specification decisions carry freight consequences. A PECO/Sobeys analysis found that optimized block pallets allowed up to 30 pallets per trailer versus 24–28 for stringer pallets, contributing to an estimated $497,500 in annual savings at a single distribution center. Getting pallet dimensions right for your specific load compounds into real freight savings over time.

Custom Crates: When You Need More Than a Pallet
Some products need enclosed protection that an open pallet can't provide. Custom crates are the right solution when:
- Pharmaceutical products require protection from moisture, light, dust, or physical shock (delicate glassware, diagnostic equipment, temperature-sensitive biologics)
- Food or beverage products can't bear compression from stacking (glass bottles, canned goods in fragile secondary packaging)
- Export shipments require documented ISPM-15 compliance — solid wood crates used internationally must carry the IPPC stamp, just like wood pallets
Structural Features of Pharma and Food-Grade Crates
Cleated plywood construction provides enclosed protection while remaining forklift-accessible. Internal blocking and bracing should be engineered for the specific shock and vibration profile of the shipping mode (LTL, air, ocean). ISTA and ASTM D4169 provide the test frameworks for validating this.
Open-slat designs allow airflow for temperature-managed food shipments where ventilation matters more than full enclosure.
Pallet Sleeves as a Hybrid Option
Corrugated twin-wall plastic sleeves fit over a standard or custom pallet base to offer a middle path between open pallets and full crates. For pharmaceutical operations with controlled return logistics, they can deliver meaningful cost efficiency. Key advantages include:
- Protect cargo from dust and moisture without full enclosure
- Allow irregular items to be stacked and strapped securely
- Remain reusable in closed-loop distribution programs
Sourcing Custom Pallets & Crates: What to Look For
Regulated-industry buyers should apply five practical criteria when evaluating a supplier:
- New-material sourcing — ability to provide new (not recycled) wood or plastic with a clean, documentable history
- Compliance documentation — ISPM-15/IPPC stamp verification, NWPCA standards adherence, FDA-compliant materials where required
- Custom dimension flexibility — ability to build to spec without prohibitive minimums or lead times
- Geographic coverage — multi-location support without extended delivery windows
- Transparent pricing — cost-competitive against national catalog suppliers
A supplier that checks all five boxes is harder to find than it sounds. Take 2 Direct covers pharma and food & beverage operations across ten U.S. markets — Atlanta, Charlotte, Chicago, Dallas, Denver, Inland Empire, Los Angeles, Minneapolis, NYC, and Savannah — supplying new wood and plastic pallets, heat-treated ISPM-15 pallets, and custom-dimension builds, with same-day shipping and next-day delivery across all ten markets. That reach, paired with transparent pricing up to 30% below national catalog suppliers, addresses the core trade-off compliance-driven buyers face.
Frequently Asked Questions
What is the difference between a food-grade pallet and a standard pallet?
"Food-grade" is an industry term, not a formal FDA designation. Under FSMA, pallets are transportation equipment and must be cleanable, sanitary, and free of mold, chemical residue, pests, and structural damage. A food-grade pallet meets these cleanliness and material standards — it only needs to meet direct food-contact standards in processing or clean-room environments.
Does heat treatment make a pallet safe for pharmaceutical or food use?
No. ISPM-15 heat treatment (56°C core temperature for 30 minutes) is a phytosanitary export compliance requirement — it eliminates invasive pests and organisms. It does not make a pallet sterile or food-grade. Export compliance and sanitation compliance are separate requirements addressed through separate means.
Can wood pallets be used inside pharmaceutical manufacturing facilities?
Wood pallets are not permitted in GMP-controlled manufacturing areas — wood cannot be sanitized to the required standard. They are typically used for inbound raw materials (transferred to plastic at facility entry) and outbound finished-goods distribution, not for in-process handling inside controlled environments.
When should I choose plastic pallets over wood for food & beverage operations?
Plastic pallets (HDPE or polypropylene) are the better choice for wet facilities, washdown environments, and closed-loop distribution systems. They can be sanitized repeatedly and recovered for reuse. For dry-environment transport of packaged food goods, wood remains more cost-effective.
What certifications should I require from a custom pallet supplier for food or pharmaceutical use?
At minimum, require documentation for:
- ISPM-15 / IPPC stamp — for any export application
- NWPCA standards adherence — for wood quality assurance
- FDA-compliant materials documentation — for plastic pallets in food environments
- Grade A new-wood sourcing records — for pharmaceutical applications with clean contamination history
Do custom crates for pharmaceutical products also need to be heat-treated?
Yes. Solid wood crates used in international pharmaceutical export must comply with ISPM-15 heat treatment requirements and carry the IPPC stamp — the same requirement that applies to wood pallets. Verify this documentation from your supplier before any cross-border shipment.


