: A Complete Guide](https://file-host.link/website/take2directllc-uzxclx/assets/refined-images/1782296259486000_91ab380a5aa74b3b8442a5b33ad6a688/360.webp)
The naming confusion is common, but it's not your actual problem. What matters operationally is whether you're using hand film or machine film, and whether your film type matches your load characteristics. Get those two decisions wrong and you'll see load damage in transit, excessive film consumption, and inconsistent wrapping quality across shifts.
This guide cuts through the terminology and focuses on the decisions that actually affect your per-pallet cost and load security.
Key Takeaways
- Stretch wrap and pallet wrap are the same product: linear low-density polyethylene (LLDPE) film applied under tension to secure palletized loads
- The real choices are hand film vs. machine film, and cast vs. blown manufacturing process
- Hand film suits operations wrapping fewer than 30 pallets per shift; machine film pays off above that threshold
- Cast film offers better clarity and quieter unwinding; blown film handles sharp edges and heavier industrial loads
- Matching film type to your operation reduces per-pallet cost, film waste, and damage claims
Stretch Wrap vs Pallet Wrap: Quick Comparison
Here's a direct side-by-side — both columns are identical because these are two names for the same product:
| Attribute | Stretch Wrap | Pallet Wrap |
|---|---|---|
| Material | LLDPE film | LLDPE film |
| How it works | Applied under tension; elastic recovery holds the load | Applied under tension; elastic recovery holds the load |
| Application method | Hand or machine | Hand or machine |
| Common uses | Palletizing, transit, storage, 3PL operations | Palletizing, transit, storage, 3PL operations |
| Who uses it | Warehouses, DCs, e-commerce fulfillment, manufacturers | Warehouses, DCs, e-commerce fulfillment, manufacturers |
The difference is purely naming convention: "stretch film" and "stretch wrap" describe the material; "pallet wrap" describes what you do with it. Suppliers like IPG use both terms interchangeably, and Dow's LLDPE product pages describe their resin as designed for "cast stretch film applications, such as industrial pallet wrap."
Why LLDPE Specifically?
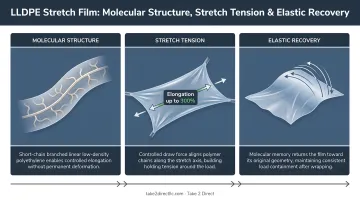
Standard stretch film is made from linear low-density polyethylene (LLDPE). Unlike standard polyethylene, LLDPE has a short-chain branched molecular structure that allows the film to elongate significantly under tension and then recover — generating the containment force that keeps your load stable. No adhesive, no heat — just tension and recovery.
What Is Stretch Wrap (and Pallet Wrap)?
Stretch film works through tension and recovery. When an operator or machine wraps film around a pallet under stretch, the film contracts against the load as it tries to return to its original form. Lantech defines containment force as wrap force (tension) multiplied by the number of film layers — meaning more wraps and higher tension both increase load security.
This is different from shrink film, which requires heat to tighten. Stretch film is often incorrectly called shrink wrap, but the two involve different processes and equipment.
Film Formats and Gauge
Stretch film comes in three primary formats:
- Hand rolls — narrower width, thicker gauge, designed for manual application
- Machine rolls — engineered for wrapping machines with controlled pre-stretch
- Pre-stretched rolls — film pre-elongated during manufacturing, reducing operator effort and improving tension consistency
Gauge (film thickness) directly affects load security and cost per pallet. Standard ranges:
- Hand film: typically 40–120 gauge
- Machine film: typically 50–110 gauge
Thicker gauge is not automatically better. A thinner film applied at higher pre-stretch can deliver equal or better containment at lower cost per pallet.
How It Differs from Cling Film
Cling film is a thin, food-grade product designed to seal food containers. It shares some visual similarity with stretch wrap but cannot be used for load securing — the material, thickness, and application are entirely distinct. The two products are not substitutes for each other.
Types of Stretch Wrap: Hand Film vs Machine Film
This is the first real decision point for any operation. The two formats are designed for different throughput levels, and the economics shift significantly at volume.
Hand Stretch Film
Hand film is applied manually — an operator walks around the pallet, unwinding the roll under tension. It's the right choice for lower-volume operations, spot-wrapping, and overflow applications where a machine isn't practical.
Key characteristics:
- Available in thicker gauges to compensate for lower, less consistent manual tension
- Lower upfront cost (no equipment investment)
- Practical for irregular or one-off loads that don't fit standard wrap patterns
- Wrapping averages about 4 minutes per pallet by hand
The limitation is consistency. Manual wrapping tends to apply heavier tension in the middle of the pallet and lighter tension at the top and bottom — creating load security gaps that contribute to damage in transit.
Machine Stretch Film
Machine film is engineered for turntable, rotary arm, or robotic wrapping machines that control tension, overlap, and wrap pattern automatically. The key advantage is powered pre-stretch, which elongates the film before it contacts the load.
According to Lantech, machine pre-stretch typically runs 150%–300%, converting one linear foot of film into 2.5–4 feet of applied film. At 200% pre-stretch, a 6,000-foot roll delivers 18,000 feet of applied film. That yield difference is why machine film has a lower total cost per pallet at volume, even though roll prices are comparable.
When to Switch from Hand to Machine
IPG's stretch film application guide provides a practical benchmark:
| Daily Volume | Recommended Application |
|---|---|
| Under 30 pallets per shift | Hand film |
| 30–100 pallets per shift | Semi-automatic machine |
| Over 100 pallets per shift | Automatic wrapping |

At 30 pallets per shift, the combination of labor cost, film waste from inconsistent tension, and product damage risk typically justifies a semi-automatic wrapper. The machine changes film economics entirely — not just labor costs.
Pre-Stretched Hand Film
Pre-stretched hand film is a middle-ground option. The film is elongated during manufacturing, so operators apply it with less physical effort while maintaining more consistent tension than standard hand rolls. It's useful for operations that need better consistency without the capital cost of a machine.
Take 2 Direct carries hand stretch film, machine-grade stretch film, extended core, bundling, and colored variants — with same-day shipping available across 10 US metro markets if you need to replenish quickly.
Cast vs Blown Stretch Wrap: Key Differences
Once you've chosen hand or machine film, the next decision is manufacturing process — and how a film is made directly determines how it performs on your loads.
How Each Is Made
Cast film is produced by extruding molten resin through a flat die onto a chilled roller. The rapid cooling produces a film with consistent thickness, excellent optical clarity, and quiet unwind characteristics.
Blown film is made by extruding resin upward through a circular die and inflating it into a bubble. The slower cooling process creates more molecular cross-linking, which increases tear and puncture resistance — but the film is less uniform in thickness and unwinds louder.
Side-by-Side Comparison
| Attribute | Cast Stretch Film | Blown Stretch Film |
|---|---|---|
| Clarity | High — labels and barcodes visible through film | Hazy — less suitable where scanning matters |
| Noise | Quiet unwind | Typically noisier (though product-specific) |
| Puncture resistance | Strong, application-dependent | Very high |
| Tear resistance | Good | Superior |
| Load holding | Excellent for standard loads | Better for difficult or heavy loads |
| Best for | Standard consumer goods pallets, high-throughput machine wrapping | Sharp edges, irregular shapes, heavy industrial loads |

For specific performance data: cast machine film (Revolution R122) reports tensile at break of 5,550 psi (machine direction) and elongation at break of 475% MD / 660% TD per ASTM D882 testing. Performance varies by product, so check manufacturer datasheets directly rather than defaulting to general cast vs. blown assumptions.
Which Should You Choose?
Use cast film when:
- Barcode scanning through the film matters
- Operators work in noise-sensitive environments
- You're running standard mixed-case consumer goods on a machine wrapper
Use blown film when:
- Your loads include sharp corners, irregular protrusions, or heavy industrial items
- Puncture resistance is the primary concern
- Loads are stored outdoors or in demanding conditions
How to Choose the Right Stretch Wrap for Your Operation
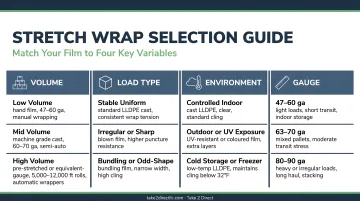
Pull together the four variables that drive the right film selection:
Daily pallet volume — Below 30 pallets per shift, hand film works. Above that, evaluate a semi-automatic or automatic wrapper with machine film. The pre-stretch yield math drives a real cost-per-pallet difference at scale.
Load type — Standard boxed consumer goods on uniform pallets: cast film is the default. Loads with sharp edges, irregular shapes, or significant weight: blown film's puncture resistance justifies the added cost.
Environmental conditions — Standard indoor warehouse: standard clear film. Color-coded inventory management, specialty storage, or specific identification requirements: colored stretch film covers those applications.
Gauge vs. pre-stretch optimization — This is where operations consistently leave cost savings uncaptured. Using thinner film at a higher pre-stretch ratio often delivers equivalent containment at a lower cost per pallet than thicker film at lower stretch. Amcor notes that proper film selection can support 5–10% downgauging against commodity films. The caveat: if a thinner film requires additional wrap layers to maintain containment, total consumption may not decrease. Set your containment standard first, then optimize gauge and stretch ratio against it.
For operations that want a tested framework, ASTM D8314-20 covers performance testing of applied stretch films — a useful reference if you're formalizing wrap standards across a distribution network.
Sourcing Matters Too
Film selection is only half the equation. Once your wrap standard is set, supply continuity becomes the next risk to manage — running out of the right film grade mid-shift is a real operational problem for high-throughput DCs and 3PLs. Take 2 Direct carries hand and machine stretch film across all major grades, with over 20,000 packaging items available for same-day shipping across Atlanta, Charlotte, Chicago, Dallas, Denver, the Inland Empire, Los Angeles, Minneapolis, NYC, and Savannah. For facilities that can't absorb stockouts, single-source availability at that scale is worth building into your sourcing decision.
Conclusion
Stretch wrap and pallet wrap are the same product — just different names. Your actual decisions are hand vs. machine film (driven by pallet volume) and cast vs. blown (driven by load type and environment).
Before changing anything, audit your current setup. Three data points will guide the decision:
- Daily pallet volume vs. the 30-pallets-per-shift threshold
- Damage claim frequency and load security consistency across operators and shifts
- Current gauge vs. the pre-stretch ratio you're actually achieving
If those numbers reveal gaps, a different film grade will likely cut both cost and damage rates. Take 2 Direct's team can review your operation and recommend the right stretch film grade for your volume and load type — reach out at 720.230.6926 or request a quote for your annual supply list.
Frequently Asked Questions
What is the difference between pallet wrap (stretch film) and cling film?
Pallet wrap is a heavy-duty LLDPE film designed to secure palletized loads under tension for transport and storage. Cling film is a thin, consumer or food-service product used to seal food containers. They are not interchangeable — stretch film is an industrial product and should never be substituted with food-grade cling wrap for packaging applications.
Is cast or blown stretch wrap stronger?
Blown stretch film has higher puncture and tear resistance due to its manufacturing process. Cast film offers better clarity and thickness consistency — making it the better fit for standard pallet loads where label visibility matters. For sharp edges and heavy industrial loads, blown film is the stronger choice.
How strong is pallet wrap?
Strength varies by gauge, pre-stretch ratio, and film type. Cast machine film such as Revolution R122 reports elongation at break of 475% MD / 660% TD per ASTM D882 testing. When applied at the correct tension and wrap pattern for the load type, stretch film maintains containment through normal freight handling conditions — but there's no single universal strength rating across all films.
What's the difference between hand stretch film and machine stretch film?
Hand film is applied manually and comes in thicker gauges (typically 40–120 gauge) to offset the inconsistency of manual tension. Machine film runs on powered pre-stretch at 150%–300%, delivering more consistent containment force and greater film yield per roll — which makes it more cost-effective at higher volumes.
How much stretch wrap do I need per pallet?
Consumption varies by pallet size, wrap layers, overlap, and pre-stretch ratio — there's no universal figure. At 200% machine pre-stretch, a 6,000-foot roll yields 18,000 feet of applied film, which is a practical starting point. A packaging supplier can calculate actual usage based on your specific wrap pattern and film grade.


