For distribution facilities and 3PLs wrapping hundreds of pallets daily, that exposure adds up fast. Rewrapping delays slow throughput. Compromised loads generate freight claims. And the labor cost to fix what broke — at a 2024 BLS median rate of $18.12/hour for material movers — compounds quietly across every shift.
The good news: most breakage isn't random. It traces back to identifiable decisions around film selection, pre-stretch settings, load preparation, or storage conditions. This article covers each root cause and the specific fixes that actually work.
Key Takeaways
- Film breakage costs far more than the wasted roll — rewrap labor, product damage claims, and rehandling time are the real expense
- According to Lantech, stretch film breaks 3–7 times per roll on average — with load profile hazards (27%) and clamp failure (25%) as the top causes
- Most preventable breaks trace back to four root causes: mismatched film gauge, excessive pre-stretch, sharp load edges, or degraded film
- The fix must match the cause — switching to thicker film doesn't solve a load preparation problem
- Standardized wrap programs, calibrated equipment, proper storage, and trained operators cut breakage significantly
How Stretch Film Breakage Quietly Drains Your Operation
Film breaks don't show up as a clean line item on any budget. Instead, their costs scatter across labor, throughput, and freight claims — none of which trace back to the film budget that caused them.
The Visible Cost vs. the Real Cost
The visible cost is obvious: a torn roll, some wasted film, a few minutes to restart. The real cost is what happens next:
- Rewrapping labor at warehouse labor rates, multiplied across dozens of breaks per shift
- Rehandling time that backs up throughput on the wrapping line
- Compromised load integrity when operators rush a rewrap or under-apply tension to avoid another break
- In-transit damage claims when a load that wasn't properly secured fails during transport
- Customer chargebacks and reshipment costs that never appear on a film budget
Lantech estimates operators can save roughly 30 seconds of labor per load just from eliminating double-handling. That adds up to approximately $15,000 in savings over seven years on a single wrapper. That figure scales quickly across a multi-wrapper DC.
Why Low-Frequency Breakage Still Matters
Those numbers assume a high break rate — but even "occasional" breaks add up fast at distribution scale. A facility wrapping 500 pallets per day at a 1.5% break rate deals with 7–8 breaks per shift. Multiply that across multiple wrappers and shifts, and the labor and throughput cost becomes real money — it just doesn't show up until someone measures it.
What's Actually Causing Your Stretch Film to Break
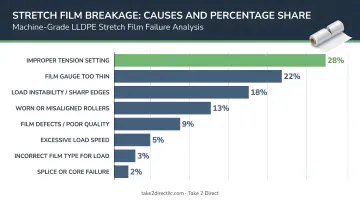
Lantech's data on film break causes is worth knowing before diagnosing your operation:
| Cause | Share of Breaks |
|---|---|
| Load profile hazard | 27% |
| Clamp failure | 25% |
| Film flaw | 21% |
| Wrapper settings | 10% |
| Wrapper component failure | 7% |
| Operator error | 6% |
| Other | 4% |
Most breakage isn't one thing. Here's what drives each category.
Film Specification Mismatch
Using film with insufficient gauge or the wrong formulation for a given load is a common procurement mistake. Film that lacks the puncture resistance or elongation capacity for heavy or irregularly shaped loads will fail under normal operating tension — not just at corner contact.
Blown stretch wrap is generally tougher and offers greater load containment force than cast film, making it a better fit for sharp-edged or dense loads. Cast film is more consistent and quieter on high-speed machines but has lower elongation limits.
Pre-Stretch Settings That Exceed Film Capacity
Lantech notes that pre-stretch percentages commonly range from 150% to 300%, with stretching beyond 300% increasing break risk — especially at load corners. Aggressive pre-stretch actually reduces film consumption by up to 50% compared to hand wrapping — the real issue is applying a setting calibrated for one film type to a different film entirely.
Each film has a rated elongation capacity. When wrapper settings push beyond that threshold, the film enters each wrap cycle already at its structural limit.
Sharp Edges, Protrusions, and Load Geometry
Load profile hazards account for the single largest share of breaks. Common culprits include:
- Sharp pallet corners and exposed fasteners
- Product overhang beyond pallet edges
- Unstable layer stacking that shifts under tension
- Protruding strapping or packaging hardware
This is a load preparation problem, not a film problem. Switching to heavier-gauge film reduces the symptom without fixing the cause — and adds material cost in the process.
Degraded Film From Improper Storage
According to Hipac's stretch film shelf life guidance, rolls should be stored between 0°C and 40°C in a cool, dry, well-ventilated area, away from direct sunlight, and kept in original packaging. Shelf life should not exceed 6 months from delivery.
Film that looks intact on the outside can be structurally compromised from heat cycling, UV exposure, or being stored flat under heavy loads. The degradation is invisible until that roll hits a wrapper and breaks at tensions it would otherwise handle easily.
Inconsistent Hand-Wrapping Technique
In manual wrapping environments, operator-to-operator variation in tension, starting height, wrap angle, and overlap creates unpredictable failure points that machines eliminate. Automated wrappers apply consistent pre-stretch and tension on every cycle — an outcome manual wrapping can't match across shifts and operators.
How to Reduce Stretch Film Breakage in Pallet Wrapping
The same symptom — film tearing — can originate from a film decision, a process gap, or an environmental condition. The fix must match the root cause. The same symptom — film tearing — can originate from a film decision, a process gap, or an environmental condition. The fix must match the root cause. The strategies below address all three, organized by where the problem actually starts.
Strategies That Change the Film Decision
Match film spec to actual load demands before procurement. Evaluate the heaviest, sharpest, and most irregularly shaped loads in your operation, then procure film rated for those demands — not just your average load. Consider blown vs. cast formulation, gauge, and elongation rating together.
Verify film-to-machine compatibility. If your wrapper's pre-stretch capability exceeds what the film is engineered to handle, one of them needs to change. This isn't a settings tweak — it's a specification decision that should happen before rolls are ordered, not after breakage starts.
Calculate total cost per pallet, not just film price. Cheaper film that breaks more frequently often costs more when you include:
- Wasted film from incomplete wraps
- Labor to rewrap at warehouse rates
- Downstream damage claims on loads that weren't properly secured
Standardize film by load type. A single-film procurement strategy makes sense for uniform, light loads. It doesn't make sense when the same roll is expected to handle a dense, sharp-cornered industrial load on the next pallet.
Strategies That Change How Wrapping Is Managed
Establish standard wrap programs by load category. Specify the number of wraps, film overlap, starting and ending height, and pre-stretch setting for each major load type. Outcome consistency should be built into the process, not dependent on individual judgment.
Calibrate equipment on a regular schedule. Pre-stretch rollers wear. Tension settings drift. Robopac states that rollers covered in dust or contaminants can't correctly pre-stretch film, and that's just one failure mode. Calibrating wrapper settings against film spec — not historical habit — is one of the highest-leverage maintenance actions available for breakage reduction.
Train operators on why breaks happen, not just how to wrap. Operators who understand the mechanics of corner contact, uneven tension, and inconsistent starting height make better real-time decisions. Lantech points out that operators often respond to film breaks by turning down tension — which reduces breaks but also reduces containment force (the load-securing tension the film provides), creating a different problem downstream.
Track breakage by shift, operator, and load type. Systematic tracking turns breakage from an accepted nuisance into a measurable signal. Patterns by shift suggest training gaps. Patterns by load type suggest specification problems. Patterns by machine suggest equipment issues.
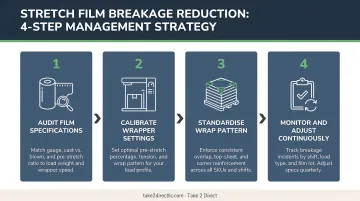
Strategies That Change the Context Around the Wrap
Fix the load before you wrap it. Sharp pallet corners, product overhang, and unstable layer stacking should be resolved at the palletizing stage. Corner protectors and edge boards protect film contact points from concentrated stress. Take 2 Direct carries light-duty, medium-duty, heavy-duty, and foam edge protectors, along with corrugated and chipboard slip sheets for interlayer stabilization — with same-day shipping on all of them, plus stretch film across machine grade, hand, extended core, and bundling formats at pricing up to 30% below national catalog suppliers.
Enforce storage standards for film rolls. Practical storage rules that prevent degradation:
- Store vertically, not flat under stacked loads
- Keep away from direct sunlight and heat sources
- Maintain temperature between 0°C and 40°C
- Rotate on a first-in, first-out basis
- Use rolls within 6 months of delivery
Address internal load instability directly. Film used to compensate for a poorly stacked load is operating near its limits throughout the entire wrap cycle. Anti-slip interlayer materials between pallet layers increase friction and reduce shifting — lowering the containment force the film needs to provide and reducing the break risk that comes with over-tensioning.
Conclusion
Stretch film breakage is a diagnostic problem before it's a materials problem. Most breaks have an identifiable cause in film selection, pre-stretch settings, equipment calibration, load preparation, or storage conditions. Switching films or cutting spec costs without that diagnosis typically moves the problem without fixing it.
Standardized specifications, calibrated equipment, trained operators, and properly stored materials each reduce breakage on their own. Combined, they eliminate the variability that most distribution facilities have quietly written off as unavoidable.
Frequently Asked Questions
What gauge stretch film should I use to prevent breakage?
Gauge selection depends on load weight, shape, and whether the load has sharp edges or irregular protrusions. Heavier and more complex loads generally require higher-gauge or higher-performance film. Matching gauge to your actual load demands is more effective than applying a single standard across all applications.
Can pre-stretch settings cause stretch film to break?
Yes. Setting pre-stretch beyond a film's rated elongation capacity pushes the film to its structural limit before it even contacts the load. The right pre-stretch percentage must be matched to both the film's specification and the wrapper model being used — these should be verified together, not set independently.
How does improper film storage lead to breakage?
Heat, UV exposure, humidity, and physical compression degrade film before it ever reaches the wrapper, causing tears at tension levels a fresh roll would handle. Store film between 32°F and 104°F, away from direct sunlight, in original packaging, and rotate stock on a FIFO basis to prevent degraded rolls from accumulating undetected.
Does hand wrapping cause more film breakage than machine wrapping?
Manual wrapping introduces variability in tension, angle, and pattern that machines eliminate, creating unpredictable stress points and higher breakage risk. In hand-wrap environments, standardized training and consistent technique are the only substitute for mechanical uniformity.
What are some alternatives to stretch film for wrapping pallets?
Alternatives include stretch hood film, poly strapping, and anti-slip interlayer materials. Take 2 Direct carries poly and polyester strapping systems alongside edge protectors and slip sheets. Each option has different load stability trade-offs and cost profiles — the right choice depends on load type, throughput volume, and the specific containment challenge being solved.
Will pallet shrink wrap shrink further when exposed to heat during transport?
Shrink wrap is heat-activated during application and designed to remain stable afterward. That said, extreme heat in non-climate-controlled trailers can soften the film and marginally reduce containment. For heat-sensitive routes, factor in expected temperature exposure — and store shrink film below 77°F to preserve its performance before use.